Catalyzing Commercialization: Novel Palladium-Graphene Catalysts Improve Pharmaceutical Processing
Pharmaceutical companies use a variety of metal catalysts to produce active pharmaceutical ingredients (APIs). One of the most widely used catalytic reactions in commercial operation is the Suzuki cross-coupling reaction, which can produce high-volume drugs such as the anti-hypertension drug losartan. These reactions traditionally employ homogeneous palladium catalysts, which often require extensive purification to separate the catalyst from the product.
Learn MoreCatalyzing Commercialization: Next-Generation Photovoltaics for Economic, Clean Energy
Energy sustainability represents one of the grand challenges facing modern society, and thin-film solar photovoltaics provide one of the best opportunities for rapidly expanding renewable energy use. Photovoltaics (PV) using the thin-film semiconductor cadmium telluride (CdTe) have been commercialized at the gigawatts (GW)-per-year scale, with 17.5 GWs installed globally.
Learn More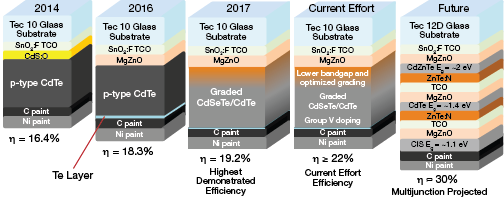
Catalyzing Commercialization: Microfluidics-Based Bioanalytical Solutions Change the Game
Microfluidic devices operate at physical length scales similar to biological constituents (e.g., cells and molecules) and can manipulate solutions of these constituents within microscale channels and chambers. A microfluidic device, also called a lab-on-a-chip (LOC), takes advantage of physics at these small dimensions to detect low sample concentrations — in the nanomolar to picomolar range — with high sensitivity. LOC devices can carry out assays at extremely small volumes, with just a microliter or picoliter of fluid.
Learn More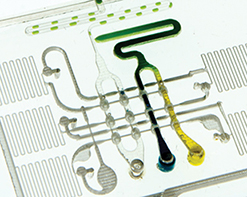
Catalyzing Commercialization: Membrane-Based Technologies Treat Produced Water from Oil and Gas Operations
During oil and gas production, about 7–10 barrels of polluted water are recovered for each barrel of oil produced. The amount of produced water depends on the geology of the formation and the type of reservoir. With a global oil production rate of 100 million bbl/day, the volumetric production rate of produced water is massive.
Learn More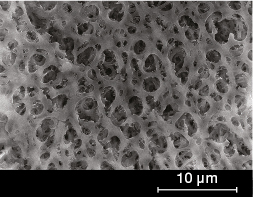
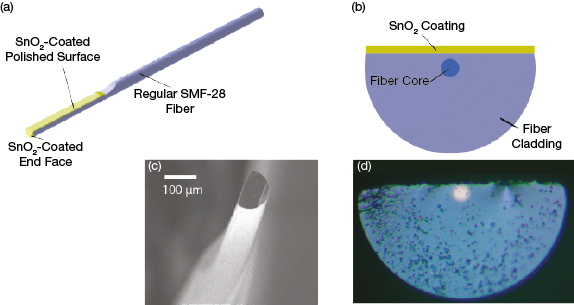
Catalyzing Commercialization: Tiny Optical Fiber Sensors Offer Continuous, In situ Measurement of Humidity
Humidity is a very important parameter to monitor and control when drying food products, pulp and paper products, chemicals, and other semi-moist, porous materials. It can impact drying optimization and, ultimately, product shelf life. However, humidity sensors can be unrealiable, especially when used in large industrial ovens that dry, bake, or de-water materials. Accuracy and precision, along with durability and size, are all important factors for successful automated humidity sensing.
Learn More